

尨巕椡僔僗僥儉丂尋媶奐敪帠嬈丂惉壥曬崘夛帒椏廤
拏壔僠僞儞傪晄妶惈曣嵽偲偟偨MA娷桳拏壔暔擱椏惢憿媄弍偵娭偡傞尋媶奐敪
乮尋媶戙昞幰乯崅栰岞廏 尨巕椡婎慴岺妛尋媶晹栧
侾丏尋媶奐敪偺攚宨偲偹傜偄
丂杮帠嬈偱偼丄崅懍拞惈巕楩傪梡偄偨儅僀僫乕傾僋僠僲僀僪乮MA乯暘棧曄姺媄弍偺峔抸偵婑梌偡傞偨傔偵丄擬揑摿惈偵桪傟傞拏壔僠僞儞乮TiN乯傪晄妶惈曣嵽偲偟丄Pu媦傃Am偐傜側傞拏壔暔傪暘嶶偝偣偨乮栺50wt%乯丄旕嬒幙儕僒僀僋儖梡MA崅娷桳拏壔暔擱椏偺惢憿媄弍奐敪傪幚巤偟偨丅擬揱摫棪偑崅偔擱椏壏搙傪掅偔曐偰傞偙偲偵壛偊丄棻巕暘嶶宆儁儗僢僩偲偡傞偙偲偱丄妀暘楐曅偵傛傞徠幩懝彎椞堟傪棻巕嬤朤偵尷掕丄傾僋僠僲僀僪尦慺嵞暘晍偺梷惂丄FP曐帩惈擻岦忋摍偑尒崬傑傟丄堦搙偺擱椏憰壸偱岠棪揑側妀曄姺傪栚巜偟偨擱椏奣擮偱偁傞丅
丂媄弍奐敪忋偺庡梫側壽戣偼丄1乯Am偑忲婥埑偺崅偄尦慺偱偁傞偙偲偐傜丄從寢壛擬拞偺忲敪懝幐傪梷偊偮偮丄強掕偺枾搙偑摼傜傟傞從寢忦審傪尒偄偩偡偙偲丄2乯(Pu,Am)N偱昞偝傟傞拏壔暔屌梟懱棻巕傪TiN曣嵽偵嬒幙偵暘嶶偝偣偨忋偱丄崅偄曣嵽枾搙傪払惉偡傞偙偲偱偁傞丅偙傟傜偺婎杮忦審傪MA傪柾媅偟偨婓搚椶尦慺偵傛傞帋尡偱掕傔偨忋偱丄棻巕宎傗娷桳棪偵傛傞惢憿惈媦傃擬揱摫棪傊偺塭嬁傪柧傜偐偵偟丄(Pu,Am)N傪梡偄偨惢憿幚徹帋尡傪幚巤偟偨丅
俀丏尋媶奐敪惉壥
俀.1 婓搚椶尦慺傪梡偄偨拏壔暔擱椏儁儗僢僩惢憿媄弍偺奐敪
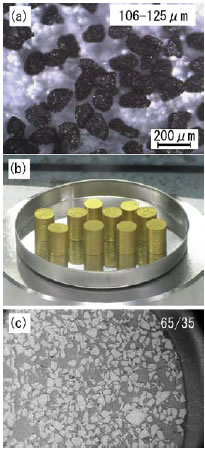
恾1 (a) DyN棻巕娤嶡憸
(b) DyN/TiN儁儗僢僩奜娤
(c) 儁儗僢僩抐柺娤嶡憸
丂H18擭搙偵偼丄晄妶惈曣嵽偺TiN丄媦傃擱椏暔幙傪柾媅偟偨婓搚椶偺DyN偦傟偧傟偵偮偄偰丄崅枾搙壔偺偨傔偺暡嵱忦審偲桳岠側從寢彆嵻傪幚尡偵傛傝挷傋偨丅梀惎宆儃乕儖儈儖傪梡偄偨暡嵱忦審偺嵟揔壔偺寢壥丄TiN偱偼丄Si3N4乮拏壔働僀慺乯惢偺暡嵱梕婍傪梡偄傞偙偲偵傛傝丄拏慺婥棳拞1650亷丄6帪娫掱搙偺從寢壛擬忦審偱丄棟榑枾搙(TD)偺90亾傪挻偊傞崅弮搙側從寢懱偑摼傜傟傞偙偲傪柧傜偐偵偟偨丅堦曽丄DyN偺暡嵱偱偼WC乮扽壔僞儞僌僗僥儞乯偁傞偄偼ZrO2乮僕儖僐僯傾乯惢偺梕婍偑揔偡傞偙偲偑傢偐偭偨偑丄從寢彆嵻柍揧壛偱偼1600亷埲壓偱85亾TD偺崅弮搙側從寢懱偼摼傜傟側偐偭偨丅庬乆偺嬥懏媦傃拏壔暔傪從寢彆嵻偲偟偰揧壛偟偨寢壥丄AlN乮拏壔傾儖儈僯僂儉乯暡枛傪0.2偐傜0.6wt%偺斖埻偱揧壛偟偨嵺偵丄嵟戝偱5%TD掱搙偺從寢懀恑岠壥偑偁傞偙偲傪尒偄偩偟丄85%TD偺枾搙傪桳偡傞DyN偑摼傜傟傞忦審傪妋棫偟偨丅彆嵻揧壛偵傛傞擬揱摫棪傊偺塭嬁傪挷傋偨寢壥丄DyN偵AlN傪0.5wt%揧壛偟偰傕擬揱摫棪偺掅壓偼尒傜傟側偐偭偨丅
丂H19擭搙偵偼丄DyN從寢懱傪儘乕僞乕儈儖偱攋嵱偟偰棻巕忬偲偟乮恾1(a)乯丄TiN旝暡枛偲崿崌丒惉宆偟偨傕偺傪1650亷偱從寢偡傞偙偲偵傛傝乮恾1(b)乯丄擱椏儁儗僢僩偺惢憿媄弍奐敪傪幚巤偟偨丅崿崌偵偼丄柍悈僿僾僞儞傪暘嶶攠偲偟丄挻壒攇偵傛傞怳摦傪梡偄偨幖幃崿崌朄傪嵦梡偡傞偙偲偵傛傝丄嬒幙暘嶶惈傪岦忋偝偣偨乮恾1(c)乯丅DyN娷桳棪乮10丄20丄30丄35mol%乯丄媦傃棻巕宎乮<63丄63-106丄106-180丄180-250兪m乯傪僷儔儊乕僞偲偟偰惢憿惈傊偺塭嬁傪挷傋偨寢壥丄1乯TiN曣嵽枾搙偼棻巕娷桳棪憹壛偵懳偟偰捈慄揑偵掅壓偡傞偙偲丄2乯從寢屻偺儁儗僢僩宍忬偼棻巕宎偑戝偒偄掱扢宆偵榗傓孹岦偑尒傜傟偨偙偲偵傛傝丄棻巕娷桳棪20mol%嫮傑偱丄棻巕宎63-180兪m掱搙偑尰幚揑側斖埻偱偁傞偲偺寢榑傪摼偨丅側偍丄棻巕偺僄僢僕晹暘偑曣嵽廂弅帪偺朩偘偵側偭偰偄傞偲峫偊傜傟丄偙傟傪娵傔傞傛偆夵慞偡傞偙偲偱曣嵽枾搙傪偝傜偵崅傔傞偙偲偑壽戣偱偁傞丅
丂擱椏儁儗僢僩傪愗抐偟偰摼偨僨傿僗僋忬帋椏偵偮偄偰丄幉曽岦偺擬揱摫棪傪應掕偟偨寢壥丄DyN娷桳棪憹壛偵敽偄擬揱摫棪偑掅壓偡傞偩偗偱側偔丄棻巕宎憹戝偵懳偟偰傕掅壓偡傞偙偲偑傢偐偭偨丅偟偨偑偭偰擬揱摫棪偺娤揰偐傜傕棻巕宎偼彫偝偄傎偆偑岲傑偟偄偙偲傪柧傜偐偵偟偨丅
丂拏壔暔偺擬揱摫偱偼揹巕偺婑梌偑廳梫側栶妱傪壥偨偡偨傔丄TiN丄DyN媦傃擱椏儁儗僢僩偦傟偧傟偵偮偄偰宎曽岦偺揹婥揱摫棪傪應掕偟丄偦偺婑梌傪柧傜偐偵偟偨丅揹巕媦傃僼僅僲儞偺婑梌偐傜昡壙偟偨儁儗僢僩宎曽岦偺慡擬揱摫棪偼丄幉曽岦幚應抣偺栺1.3攞偲側傝丄儁儗僢僩惉宆帪偵棻巕偺挿幉偑宎曽岦偵攝岦偟偨岠壥偑帵嵈偝傟傞丅
俀.俀 MA娷桳拏壔暔擱椏儁儗僢僩偺惢憿幚徹帋尡
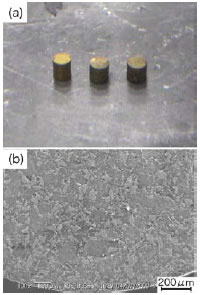
恾2 (a)(Pu,Am)N/TiN儁儗僢僩奜娤丄(b)摨儁儗僢僩抐柺娤嶡憸
丂Am傪梡偄偨帋尡偱偼庢傝埖偊傞帋椏検偑惂尷偝傟傞偨傔丄H19擭搙偵偼旝彮検帋椏傪憐掕偟偨僐乕儖僪帋尡傪Am庢傝埖偄梡僌儘乕僽儃僢僋僗媦傃儂僢僩僙儖偱幚巤偟丄婡婍偺惈擻丒憖嶌惈傪妋擣偡傞偲偲傕偵堦楢偺帋尡庤弴傪掕傔偨丅
丂H20擭搙偵偼丄傑偢巁壔暔偐傜扽慺擬娨尦朄偵傛傝PuN丄AmN丄(Pu0.75Am0.25)N傪挷惢偟丄旝暡嵱屻丄偦傟偧傟偺從寢懱傪嶌惢偟偨丅(Pu,Am)N從寢懱偱偼丄Am偺忲敪懝幐傪廫暘掅偔乮0.14-0.27wt%乯梷偊偨忋偱丄85%TD埲忋偺枾搙偑摼傜傟傞偙偲傪幚徹偟偨丅師偵丄PuN媦傃(Pu,Am)N從寢懱傪攋嵱偟偰棻巕傪嶌惢偟乮<63兪m丄63-150兪m乯丄棻巕娷桳棪20mol%乮50wt%乯偱TiN暡枛偲幖幃崿崌屻丄拏壔暔擱椏儁儗僢僩傪從寢偟偨乮恾2乯丅曣嵽憡懳枾搙偼嵟戝偱80%TD掱搙偱偁傝丄摨偠棻巕娷桳棪偺DyN/TiN儁儗僢僩乮85-87%TD乯偵斾傋偰掅偐偭偨丅偙偺尨場傪専摙偟偨寢壥丄旝彮検壔偺偨傔偺攋嵱宍幃偺堘偄偵傛傞棻巕宍忬埆壔乮僄僢僕宍忬憹壛乯偲丄幖幃崿崌帪偺僿僾僞儞巆棷偑暋崌揑偵塭嬁偟偰偄傞偙偲傪柧傜偐偵偟丄崱屻夵慞偡傋偒壽戣偲偟偨丅恾3偵幉曽岦擬揱摫棪偺昡壙寢壥傪帵偡傛偆偵丄(Pu,Am)N/TiN擱椏儁儗僢僩偺擬揱摫棪偼丄1000亷偱嵟戝15 W/mK偱偁偭偨偑丄幚擱椏偱憐掕偝傟傞棻巕娷桳棪乮20-25mol%乯偱偼丄忋婰偺夵慞傪巤偡偙偲偵傛傝丄20 W/mK掱搙傑偱岦忋壜擻側尒捠偟傪摼偨丅
丂堦曽丄PuN丄AmN媦傃(Pu,Am)N偺揹婥揱摫棪傪庢摼偟丄恾4偵帵偡捠傝婥岴棪傊偺埶懚惈傪惍棟偟偨寢壥丄屌梟懱偺揹婥揱摫棪偼惉暘拏壔暔偺幚應抣偐傜慄宍崿崌懃偱嬤帡偱偒傞偙偲傪尒弌偟偨丅(Pu,Am)N/TiN儁儗僢僩宎曽岦偺揹婥揱摫棪應掕寢壥偐傜丄宎曽岦偺慡擬揱摫棪偼幉曽岦幚應抣偺1.3攞掱搙偲昡壙偝傟丄DyN/TiN儁儗僢僩偺応崌偲摨條偵棻巕挿幉偺攝岦岠壥偑帵嵈偝傟偨丅
恾3丂擬揱摫棪幚應抣偲愊憌儌僨儖寁嶼抣偲偺斾妑
乮婰崋壓悢抣偼悅捈曽岦寁嶼抣偵懳偡傞幚應抣偺斾乯
恾4丂揹婥揱摫棪偺婥岴棪埶懚惈
俁丏崱屻偺揥朷
丂棻巕宍忬夵慞偵傛傞曣嵽枾搙岦忋偲丄偦傟偵敽偆擬揱摫棪岦忋偺壽戣偵庢傝慻傒偮偮丄徠幩帋尡梡儁儗僢僩惢憿傪帇栰偵擖傟偨惢憿婯柾奼戝偺嬶懱揑専摙傪恑傔傞偲偲傕偵丄擬朿挘棪傗擬婡夿摿惈摍偺暔惈僨乕僞庢摼傪恑傔丄偦傟傜偐傜偺棻巕宎傊偺梫媮傪専摙偡傞丅