

原子力システム 研究開発事業 成果報告会資料集
次世代再処理機器用耐硝酸性材料技術の研究開発
(主任研究員)中山準平 機械エンジニアリングカンパニー 技術部 次長
(再委託先)独立行政法人日本原子力研究開発機構、国立大学法人大阪大学、日本原燃株式会社
1.研究開発の背景と狙い
将来の再処理や群分離プロセスでは、酸化剤生成元素である核分裂生成物や超ウラン元素濃度の高い新型燃料を対象とするため、強酸化性の硝酸に耐えうる材料が不可欠である。強酸化性硝酸環境では、主に粒界腐食が問題となるため、不純物成分を取り除いた高純度(Ultra High Purity:UHP)の先進的合金の実用化が期待されている。このため、本事業では下記の耐硝酸性UHP合金について製造技術の確立、溶接・接合継手技術の開発及び実用環境における適応性評価を行う。
①強酸化性硝酸環境に対応した無粒界腐食型ステンレス鋼
②伝熱部材用の過不動態腐食抑制型の高Cr-W-Si系Ni基合金
③蒸発機器用で難溶性MOX用の混酸系プロセスに対応できるNb系合金
2.研究開発成果
(1) UHP合金設計
多元系合金のオーステナイト相安定性や不純物元素の溶解度等の熱力学的解析コード等を改良して、溶製工程や加工・熱処理工程を考慮したステンレス鋼及び高Cr-W-Si系Ni基合金候補材の最適な合金組成範囲を解析した。Ni基合金候補材は、基本成分系(30%Cr-10%W-3%Si)ではオーステナイト単相域が存在せず、Laves(金属間化合物/基本構造:AB2。当該合金での組成構成:W(Ni,Si,Cr)2 )と呼ばれる硬質相やBCC相(組成構成:70〜90mass%Cr、10〜25mass%W、残部Ni及びSi)を生成する。これらの相は熱間加工性の劣化や溶接高温割れの原因となると推定され、当該温度領域でオーステナイト単相を得るためにはSiを2.5%以下にするか、もしくはWを8.0%以下にする必要があると予測された。
(2) 材料特性データ整備
再処理機器用材料としての基準化に必要な基礎データを取得するため、本事業で整備したコールドクルーシブル溶解−Caハライド精錬(CCIM-CaF)溶製実験装置及びコールドハースタイプエレクロンビーム(EB-CHR)溶製実験装置を用いて規格目標組成のSUS310-Ti系及び25Cr-35Ni-Ti系無粒界腐食型ステンレス鋼を各2チャージ溶製し、材料特性評価試験を行った。引張特性は最も軟質なSUS310-Ti系の溶体化処理材を含めて既存鋼のJIS規格値を満足する。シャルピー衝撃特性はSUS310-Ti系のSAR加工熱処理材(60%冷間圧延−550℃×15h時効処理−900℃×1h再結晶焼鈍)の吸収エネルギーがやや低い値を示す以外、SUS316L鋼と同等以上である。コリオ腐食試験における腐食速度が約2.5g/m2 hと小さく、耐食性が良好であること確認した。
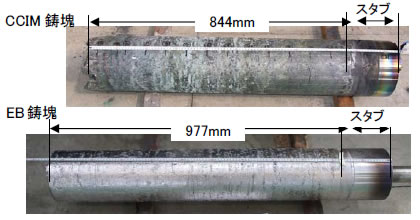
写真1 複合溶製鋳塊の外観写真
(1) 複合溶製法技術の開発
平成18年度に整備したCCIM-CaF溶製実験装置の運転・性能確認試験を行い、内径220mmの水冷Cu製るつぼを用いて、周波数3kHzの高周波誘導加熱方式において、溶解出力300〜400kWにて粒状や棒状の装入溶解原料を溶解し、同時に下方から冷却・凝固させて当該鋳塊を引抜く方式により最大寸法215mmφ×1000mmL (重量約250kg)のSUS310-Ti系及び25Cr-35Ni-Ti系ステンレス鋼及び高Cr-W-Si系Ni基合金鋳塊を溶製する基礎技術を確立した(写真1)。
平成18年度に整備したEB-CHR溶製実験装置の運転・性能確認試験を行い、CCIM-CaF溶製実験装置で得られたSUS310-Ti系及び25Cr-35Ni-Ti系ステンレス鋼及び高Cr-W-Si系Ni基合金鋳塊を溶解電極として水冷Cu製ハースに供給・溶解し、溶湯を反対側からオーバフローさせて内径200mmφ水冷Cu製鋳型内に出湯し、下方から冷却・凝固させて当該鋳塊を引抜く方式により最大寸法195mmφ×1000mmL(重量約240kg)鋳塊を溶製する基礎技術を確立した(写真1)。Nb-W合金については、融点が約2500℃の高融点であるため、ハース内に形成させる溶湯プールサイズを200×200mm程度に制限して、ハース用のEB照射電流値を4A程度(電力:40kV×4A=160kW)、鋳型用のEB照射電流値を3A程度(電力:40kV×3A=120kW)に調整して、設備能力限界近くの合計出力280kW程度を負荷することにより195mmφのNb-W合金鋳塊が溶製できた。
複合溶製法による不純物の除去能を確認するため、廉価原料としてフェロCr原料やスクラップステンレス鋼を想定した市販SUS310S鋼等を使用してCCIM-CaF溶製実験装置において、金属Caを添加したCaF2-CaO系精錬フラックスによる還元精錬試験を実施し、Ca含有量と脱P率の相関関係を評価した。連続的な鋳塊引抜き方式では、Ca含有量が多くなると反応生成する凝固スラグ層の保熱効果により合金の凝固シェル厚さが薄くなり、湯漏れを発生しやいため、バッチ方式によるCaハライド精錬実験を実施した。フェロCr原料を用いて溶解した約40kgのSUS310-Ti組成のステンレス鋼について、溶湯の1%のCaを含有するCaF2-CaO系フラックスを用いて精錬し、フラックス添加後5minで凝固させた結果、原料配合段階でのP量111ppmが1回目の精錬により11ppmとなり、さらに再精錬するにより4ppmとなることが確認された(表1)。また、この精錬によりN量も原料配合段階での233ppmが1回目の精錬により80ppmとなり、再精錬により16ppmまで低減されており、ほぼUHP化目標が達成されることが確認できた。なお、Siについては、ステンレス鋼溶湯中に一旦含まれるとEB-CHR溶解では除去が困難であることが判明した。脱Siの最適工程については、今後さらに検討する必要がある。
表1 SUS310系ステンレス鋼におけるCaハライド精錬試験結果の例(バッチ方式)
フラックス組成:CaF2―CaO 400g−Ca 400g

(2) 中間製品製造技術開発
粒界腐食抑制の観点から複合溶製時の不純物元素の精錬制限値を見極めるため、C、Si、Mn、P、S、Al等の元素濃度の異なる無粒界腐食型ステンレス鋼の板材について、耐食性評価としてのコリオ腐食試験を実施した。不純物元素が増加すると腐食速度が増加し、粒界腐食を呈した。これらの挙動はBが多量に共存する場合で、B量が一定値以下の場合、C量0.0050%、S量0.009%、Al量0.13%でも腐食速度が小さく、粒界腐食を起こさなかったことが判った。
熱力学的解析結果に基づき主要合金元素のSi及びW量を見直した2種類の高Cr-W-Si系Ni基合金鋳塊(30Cr-10W-2Si、30Cr-8W-2Si)について、板材製造に必要な熱間加工性評価試験としてのグリーブル試験(高温高速引張試験)等を実施した。W、Si量を減少することにより基本組成材(30Cr-10W-2.8Si)に比べて有効加工温度域が4倍程度に拡大し、熱間加工性が向上することを確認した。母材の引張特性については、基本組成材とほぼ同等であった。耐食性については、W、Si量の減少により母材の腐食速度がやや増加する傾向が認められたが、その値はステンレス系UHP合金に比べて十分低い値であった。
図1 高温割れ感受性に及ぼすP+Sの影響
(1) 無粒界腐食型ステンレス鋼の溶接・接合継手技術の開発
無粒界腐食型ステンレス鋼のうちSUS310-Ti系について、次世代再処理機器用構造材料として必要な実用的溶接継手性能の評価試験するため、共材組成の線径の異なる溶接材料を製造し、その線径に応じて異なる3種の溶接条件(層数、パス数、溶接電流、手動/自動)にて溶接継手を製作した。浸透探傷及び放射線透過非破壊検査では有意な欠陥を認められなかった。母材が溶体化処理材の溶接継手の引張強さは再処理施設用溶接材料規格RY310ULCの規定値をやや下回る場合がある。シャルピー衝撃吸収エネルギーは母材に比べて小さくなるが、既存材料のSUS316L鋼を溶接材料Y316Lで溶接した場合の吸収エネルギーと同等であった。表・裏曲げ試験では、軽微なものを除き、有意な割れは認められなかった。コリオ腐食試験では、いずれの溶接条件のものも腐食速度が小さく、粒界腐食を起こしていなかった。
完全オーステナイト系である25Cr-35Ni-Ti系無粒界腐食型ステンレス鋼の溶接性を解明するため、不純物元素P+S量を変化させた供試材の高温割れ感受性を評価した。図1の通り、鋼中のP+S量の増加に伴い、凝固脆性温度範囲(BTR)及び延性低下温度範囲(DTR)は直線的に増加し、P+S量を約十ppm以下にする必要があることが明らかになった。
(2) 高Cr-W-Si系Ni基合金の溶接・接合継手技術の開発
トランスバレストレイン試験の結果、割れはデンドライト樹間に沿って開口し、いずれの歪み量においても溶融池境界に接した位置に割れが多数確認された。また、発生した割れはすべて凝固割れであった。Si及びW量を見直したNi基合金のBTRは大幅に減少しており、基本組成材(30Cr-10W-2.8Si)の370K に対して、30Cr-10W-2Si 系で114K、30Cr-8W-2Si系で130Kであり、高温割れ感受性が改善されている。但し、溶接継手としての性能改善効果は充分ではなかった。
(3) Nb系合金の溶接・接合継手技術の開発
Nb-5%W系合金(10%冷間加工材)について、溶融接合法 (TIG溶接、レーザ溶接、EB溶接)による継手性能評価を行った。EB溶接継手のHAZ軟化程度はTIG溶接材に比べて小さく、溶接継手の引張強さは母材の75%、伸び及び絞りについては母材と同等であった。一方、TIG溶接継手はHAZ軟化程度がEB溶接材の5倍程度であり、引張特性もやや劣る。
さらに、W量を5、8及び10%と変化させた板材のTIG溶接継手において、シャルピー衝撃吸収エネルギーは母材と比べて低下し、さらに延性.脆性遷移温度も上昇し、8%W合金でも常温以上、10%W合金では100℃以上であった。Zrが使用されている溶解槽の代替材料としての運転条件(約110℃)を想定するとW量は8%以下に規定することが必要と考えられる。
図2 溶接構造模擬体の耐食性評価試験
(※全硝酸根濃度を3mol/Lに換算した値)
(1) 次世代湿式再処理機器洋材料仕様の検討
次世代湿式再処理法の候補の内、腐食環境が厳しくなると推定されるプロセスとして簡素化溶媒抽出法(処理量200tU/y、平均燃焼度15万MWd/t、2年冷却)を選定し、さらに、腐食環境の厳しいと想定されるプロセス機器として、マスバランスシートから得られた腐食性イオンの濃度を考慮した上で、溶解槽、Pu・U濃縮缶及び高レベル廃液濃縮缶条件について、軽水炉再処理工場で幅広く用いられている耐硝酸性ステンレス鋼であるR-SUS304ULC鋼を用いて模擬液腐食試験を実施した。溶解槽条件での定常腐食速度は2mm/y以上、Pu・U濃縮缶条件では1mm/y以上、高レベル廃液濃縮缶では0.5mm/y以上の腐食速度となることが判った(図2)。また、その腐食形態は粒界腐食優先型の全面腐食であった。その結果、次世代湿式再処理用機器を合理的に設計するためにはR-SUS304ULC鋼の数倍の耐食性が求められるケースもあることが判った。
(2) UHP合金の実用材料特性評価
SUS310-Ti系無粒界腐食型ステンレス鋼を用いて再処理機器の溶接構造模擬試験体を製作し、コリオ腐食試験及び高レベル廃液濃縮缶環境を模擬した腐食試験を実施した結果、管材同士の突合せ溶接継手及び管材と管板の溶接を模擬した継手において、溶着金属部、HAZ部及び母材とも腐食速度が小さく、粒界腐食を起こしていなかった。高レベル廃液濃縮缶環境におけるSUS310Ti系無粒界腐食型ステンレス鋼の腐食速度はR-SUS304ULC鋼の1/3程度である(図2)。
3.今後の展望
本年度で研究を完了するため、25Cr-35Ni-Ti系無粒界腐食型ステンレス鋼や高Cr-W-Si系Ni基合金等の耐硝酸性UHP合金について製造技術の確立、溶接・接合継手技術の開発及び実用環境における適応性評価を行っている。