

原子力システム 研究開発事業 成果報告会資料集
高選択・制御性沈殿剤による高度化沈殿法再処理システムの開発
(研究代表者)池田泰久 原子炉工学研究所 准教授
(再委託先)独立行政法人日本原子力研究開発機構、三菱マテリアル株式会社
1.研究開発の背景とねらい
Fig.1 ピロリドン誘導体
これまで、筆者らは、特殊な雰囲気や条件や複雑な装置を必要とせず、廃棄物の処理・処分の観点から合理性・整合性があることを基本とし、かつ将来の原子炉燃料として想定される混合酸化物燃料や窒化物燃料への適用性がある等、多様化する燃料形態に運転条件等の変更のみで容易に対応できるFBR燃料再処理技術を目指し、研究開発を行ってきている。その基本は、筆者らが硝酸水溶液中のUO22+を高選択的に沈殿させるピロリドン化合物[N-シクロヘキシル-2-ピロリドン (NCP)](Fig. 1)を発見し、かつ本化合物がC, H, O, Nのみからなることから沈殿物を容易にUの酸化物に転換しうることを見出したことにある。これらの性質及びUO22+と同様の化学形態を取るPuO22+も同じくNCPにより沈殿するとの予想の基に、NCPを沈殿剤とする沈殿法のみから成る簡易なFBR燃料用再処理システムを提案し、その基本的な成立性について検討し、第1沈殿工程:U沈殿(Uの粗分離)と第2沈殿工程:U・Pu共沈殿の2つの主工程から構成される簡易再処理システムを構築しうる見通しを得た1)。
ただし、このような特徴を有する再処理システムであるが、下記に示す克服すべき課題もあることも明らかになった。
・第1沈殿工程において、沈殿へのPu(IV)の混入を抑制するために撹拌時間を長くする必要性を生じさせ、結果的に沈殿生成槽の基数増・容量増をもたらす。
・NCPウラニル沈殿の除染係数を向上させるため、現状では比較的多くの洗浄液を必要とする。
一方、これまでの沈殿能発現機構の検討から、NCP以外のピロリドン誘導体にも、硝酸水溶液中のUO22+を選択的に沈殿させるものがあり、低配位性・低疎水性のピロリドン誘導体(例:N-ブチル-2-ピロリドン(NBP),N-プロピル-2-ピロリドン(NProP), Fig. 1)は弱い沈殿能を、その逆のものは強い沈殿能を有することが判明した。それゆえ、疎水性・配位性の違いを利用し、沈殿能を制御することで、上記課題を克服し、工程を更に簡素化することが可能となると期待される。
そこで、本事業では、従来のNCP沈殿法を基本とした簡易再処理システムに、更に選択性・制御性に優れた沈殿剤を導入し、より簡便で分離性・安全性・経済性に優れた高度化沈殿法再処理システム(Fig. 2)を構築することを目的に、次の4テーマについて研究・開発を行っている。
1-1)低配位性・低疎水性沈殿剤及びNCPによる沈殿条件の最適化検討;1-2)新規高選択・制御性沈殿剤等の開発; 1-3)沈殿剤の耐久性及び再利用法の検討;1-4)TRU核種の沈殿性検討
2-1)沈殿システムの検討; 2-2)燃料化検討
3-1)主工程等の検討; 3-2)プロセス成立性検討
Fig. 2 本事業で構築を目指す高度化沈殿法再処理システムの概念図
2.研究開発成果2)
1) U, Pu選択的沈殿剤の基盤技術開発
1-1) 低配位性・低疎水性沈殿剤及びNCPによる沈殿条件の最適化検討
第1沈殿工程用候補沈殿剤として、NProP, NBP, NiBP(N-イソブチル-2-ピロリドン)を選定し、UO22+の沈殿反応の最適条件を検討した。その結果、第1沈殿工程を想定した1.5〜2 M UO22+系では、UO22+濃度に対して約1.5倍モル量の沈殿剤を加えることで、U回収率70%を達成できること、本沈殿反応はほぼ化学量論的に起こり、硝酸水溶液の濃度, 温度, 含有するUO22+濃度には影響されずに目的の回収率を達成しうることが確認された。また、核分裂生成物(FP)の除染性について検討した結果、ほとんどの模擬FP金属イオンの除染係数が100を大きく上回ること、さらにはマスキング剤としてアセトヒドロキサム酸(AHA)を用いることでより選択性が増すこと、第2沈殿工程への供給液に第1沈殿工程の沈殿剤が混入しても、NCPによる沈殿処理に影響を及ぼさないことが確認された。
2) 新規高選択・制御性沈殿剤等の開発
各種高疎水性・高配位性のピロリドン化合物の沈殿特性を調べた結果、N-ネオペンチル-2-プロリドン(NNpP), N-1,2-ジメチルプロピル-2-ピロリドン(NDMProP) がNCPと同等の沈殿能を有し、かつ沈殿性状が優れていることから、第2沈殿工程用候補沈殿剤とした。また、各種ピロリドン化合物のウラン沈殿能について構造的観点から考察し、結晶中でのウラニルピロリドン錯体のパッキング構造も影響因子であることを明らかにした。さらに、第2沈殿工程からのろ液中のウラン処理にポリビニルポリピロリドン吸着剤の使用が効果的であることも明らかとなった。
1-3) 沈殿剤の耐久性及び再利用法の検討
第1沈殿工程用沈殿剤候補(NProP, NBP, NiBP)及び第2沈殿工程用沈殿剤候補(NNpP, NDMProP)のγ線照射による耐放射線性及び50℃での耐熱性試験を実施した。その結果、前者3種共に実プロセスへの適用に十分な耐放射線性・耐熱性を有すること、後者2つの沈殿剤はNCPより耐久性が高いことが明らかとなった。また、再利用法として、沈殿物の熱分解に伴う沈殿剤成分の蒸発・凝縮を利用した回収法が、可能性の高いことが確認された。
Fig. 3 PuO2(NO3)2(NNpP)2錯体のORTEP図
1-4) TRU核種の沈殿性検討
第1沈殿工程用候補沈殿剤(NProP, NBP, NiBP)によるU(VI)-Pu(IV)共存溶液での沈殿試験から、これら低疎水性の沈殿剤でもU(VI)の沈殿にPu(IV)が少量共沈するが、その程度はNCPに比べて低く、かつ撹拌を継続することでPu(IV)が再溶解し、U(VI)のみの沈殿物を得ることが可能なことから、第1沈殿工程の成立性の見通しを得た。第2沈殿工程を想定し、U(VI) 0.5M, Pu(IV) 0.17M, 硝酸3.7Mの溶液を用い、沈殿剤添加量をパラメーターとしてU及びPuの沈殿挙動を調べた。その結果、[沈殿剤]/[U+Pu]=2.5の場合、U(VI)の沈殿率は3種のいずれの沈殿剤であっても99.9%となり、Pu(IV)の沈殿率はNNpP及びNCPでは99%以上となった。また、NNpP沈殿剤のPu(VI)錯体の単結晶解析に成功し、U(VI)錯体の構造と比較することが可能となった(Fig. 3参照)。さらに、遠隔操作可能な小規模実燃料溶解液沈殿試験装置を整備し、遠隔操作性及びコールド模擬試験によりスラリー移送・ろ過の性能を確認し、U(VI)-Pu(IV)-FP混合系の試験を実施した。
2) 高度化沈殿システムにおける工学的技術開発
2-1) 沈殿システムの検討
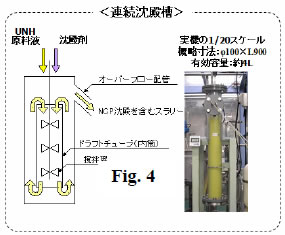
第1沈殿工程で想定される沈殿条件(U濃度:1.5〜2.0M, 沈殿剤/Uモル比:1.4)におけるNProP, NBP, NiBP, NDMProPによる実機の1/20スケールの装置(Fig. 4参照)を用いた連続沈殿試験を、原料U濃度1.5〜2.0M, 沈殿剤/Uモル比1.4, 槽内滞留時間30分に設定して実施した。その結果、何れの設定条件でも連続沈殿操作が滞りなく良好に行われることを確認した。また、第1沈殿工程の残留沈殿剤(NBP:10000ppm)の影響を受けずU回収率99.9%以上の高い沈殿率を維持できることを確認した。さらに、実機を想定した固液分離装置による分離試験を行い、沈殿スラリー処理への適用性を確認した。
2-2) 燃料化検討
熱天秤とガスクロマトグラフ質量分析装置を用い、U(VI)-NBP, -NiBP, -NProP, - NDMProP 沈殿の熱分解挙動及び発生ガスの分析試験を行った。その結果、いずれの沈殿物も空気雰囲気, 500℃以上の条件でほぼ完全に分解し、残留炭素濃度が数1,000 ppm程度まで低減可能であることが確認された。さらに、焙焼還元−成型−ペレット化(焼結)の一連ペレット化試験を行った結果、いずれの沈殿物から調製したUO2も、特に問題なくペレットに成型・焼結することができ、FBR燃料仕様としての焼結密度約80〜90%のペレットを製造できる可能性が高いこと、UO2粉末の炭素濃度が100 ppm程度との結果を得た。実機酸化転換装置システムとして選定されたニーダー型熱分解装置によるU沈殿を用いた運転試験から、いずれの沈殿物からも粉体状の熱分解生成物が得られ、焙焼還元することにより得られたUO2中の残留炭素量は100 ppm以下であり、今後、操作条件を最適化することにより、目標とする残留炭素濃度が得られる見通しを得た。
3) プロセス検討
3-1) 主工程等の検討
各種試験結果を取り入れて、ブロックフロー図, プロセスフロー図, 物質収支図の構築を行い、プロセス簡素化効果を検討した。また、年間処理量, 操業形態及び臨界安全の核的制限値の検討に基づいて、再処理及び燃料化工程を構成する各プロセスについて機器仕様及び系列数の検討を行った。さらに、高度化沈殿法による再処理プロセスに特有の付帯設備である沈殿剤再利用プロセス, 沈殿廃液からの沈殿剤分離プロセス, 沈殿廃液からのU, Puの回収プロセス, 廃液処理プロセスについて、主工程のプロセス条件に基づき、採用するプロセスの検討を行った。
3-2)プロセス成立性検討
基盤技術開発及び工学的技術開発の成果を踏まえ、本提案システムにおける試薬使用量, ユーティリティ使用量, 二次廃棄物発生量, 建物所要容積, 運転員数等のプロセス要件の概略を検討した。
3.今後の展望
第1沈殿工程における沈殿剤の選択性と除染性の向上を図るため、AHAのようなマスキング剤の添加効果について検討し、第1沈殿工程の最適化を図るとともに、第2沈殿工程からのろ液処理法としてのポリビニルポリピロリドン吸着剤のカラム試験を行い、最適カラム条件を選定する。また、第1及び2沈殿工程用沈殿剤の耐久性及び沈殿剤の気化分離回収法について検討し、最適使用条件と再利用法を見出す。さらには、実燃料溶解液による試験を実施し、プロセスの基本的成立性を評価検討する。
工学技術開発の観点から、これまでの沈殿剤を使った沈殿及び固液分離装置の連続試験を行い、固液分離性及び除染性に関するデータを取得する。さらに、得られた沈殿物について燃料化適用性試験を行い、第1及び第2沈殿工程からの沈殿物の熱分解・酸化物用の実機装置システムを検討する。
これらの検討結果に基づき、高度化沈殿法再処理システムの主工程及び付帯工程のプロセスフロー図, 物質収支図, 主要機器リストを提案し、技術的成立性,安全性,経済性,資源有効利用性,環境負荷低減性,核拡散抵抗性,保守性等の面からの評価し、プロセスの成立性を検討する。
4.参考文献
1) (a) Y. Ikeda, E. Wada, et al., J. Alloys Comp., 374, 420 (2004); (b) N. Koshino, Y. Ikeda, et al., Inorg. Chim. Acta, 358, 1857 (2005); (c) N. Koshino, N. Asanuma, Y. Ikeda, et al., Prog. Nucl. Energy, 47, 406 (2005); (d) K. Yamasaki, T. Chikazawa, Y. Morita, et al., Prog. Nucl. Energy, 47, 414 (2005). (e) Y. Morita, Y. Ikeda, T. Kikuchi, et al., J. Nucl. Sci. Technol., 44, 354-360 (2007).
2) (a) 2006年 日本原子力学会 秋の大会; 高選択・制御性沈殿剤による高度化沈殿法再処理システムの開発(1), (2); (b) 2007年 日本原子力学会 秋の大会: 高選択・制御性沈殿剤による高度化沈殿法再処理システムの開発(3)-(6); (c) Y. Ikeda, et al., Global 2007, Boise, Idaho, U.S.A., September 9-13, 2007;(d) Y. Morita, et al., Global 2007: Advanced Nuclear Fuel Cycles and Systems, Boise, Idaho, U.S.A., September 9-13, 2007;(e) K. Takao, et al., Molecular and Crystal Structures of Uranyl Nitrate Complexes with N-Alkylated-2-pyrrolidone Derivatives: Design and Optimization of Promissing Precipitant for Uranyl Ion. Crystal Growth & Design, 8, 2364-2376 (2008).